As we delve deeper into the realm of chemical engineering, the importance of the catalyst in process handling becomes increasingly evident. Catalysts, particularly those involving precious metals such as platinum, rhodium, or nickel, play a pivotal role in various chemical reactions, including the hydrogenation process.
However, catalyst attrition – the gradual erosion and loss of catalyst particles in reactors – poses a significant challenge in the industrial sector. This not only affects the performance and efficiency of the reaction but also incurs considerable costs given the high value of precious metal catalysts.
Enter Gopani Products Systems, a leader with over 30 years of experience in the field of catalyst recovery and filtration. We’ve worked behind the scenes with OEMs, helping them optimize their processes, reduce catalyst attrition, and enhance their productivity. Now, we are here for you – offering consultations, advice, filter refurbishments, pilot systems, and even direct purchases.
Catalyst Recovery and Minimizing Attrition
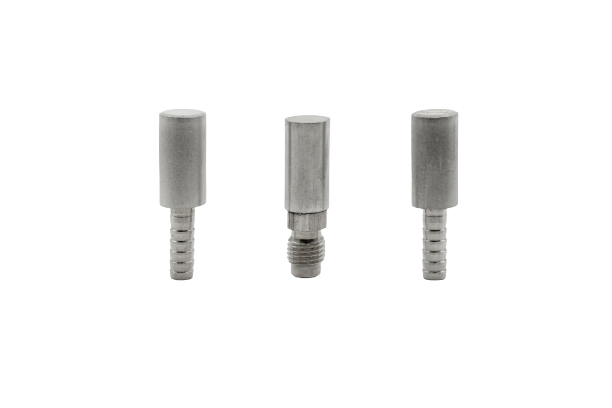
Our expertise lies in the design and implementation of sintered metal filters, which have proven to be highly efficient in catalyst trapping and recycling. These filters, designed for both fluidized bed reactor and fixed bed reactor setups, prevent the escape of catalyst particles, effectively reducing catalyst attrition.
Our sintered metal filters come in a wide range of sizes and micron ratings, tailored to suit your specific needs. Whether it’s a hydrogenation of ethyne process involving a Raney Nickel catalyst or a hydrogenation of oil using a platinum catalyst, our filters ensure maximum recovery and minimum loss.
Advanced Filtration for Catalyst Protection
One of our key offerings is the Catalyst Trapping System, designed to minimize catalyst loss. This system uses forward filtration and backwash arrangements, ensuring that the catalyst remains within the reactor and maintains the desired reaction kinetics.
The filters used in these systems range from glass fiber wound to PP wound cartridges, each with its merits depending on the specific application. For instance, in instances of high heat transfer, like in a hydrogenation process, our acid-resistant and alkali-resistant filters come into play.
Our filters are also designed to handle different types of reactions, from gas-phase to liquid-phase and gas-to-gas reactions, ensuring optimal catalyst recovery regardless of the chemical reaction engineering involved.
Embracing Green Chemistry and Sustainable Manufacturing
In line with our commitment to environmental catalysis and green chemistry, we strive to ensure that our processes and products contribute to sustainable manufacturing.. Our sintered metal filters are not only efficient but also durable, reducing the need for frequent replacements and contributing to waste reduction.
Additionally, our filters and systems are designed to withstand rigorous conditions, including high temperatures and pressures, ensuring they can be used in a variety of applications from biomass gasification to waste incineration.
Gopani’s Catalyst Recovery and Filtration: A Trusted Solution
With Gopani’s catalyst recovery and filtration solutions, you’re investing in reliable, efficient, and environmentally conscious technology. Our products are designed with precision, catering to a wide range of industrial applications and chemical reactions.
Whether you’re dealing with a fluidized bed reactor, a fixed bed reactor, or a catalyst hopper, our filters can assist in reducing catalyst attrition, increasing the lifespan of your catalyst, and improving your overall process efficiency.
As we continue on the path of innovation, we remain committed to providing high-quality solutions that meet the needs of our customers. Get in touch with us today to learn more about how Gopani can help you optimize your catalyst recovery process.